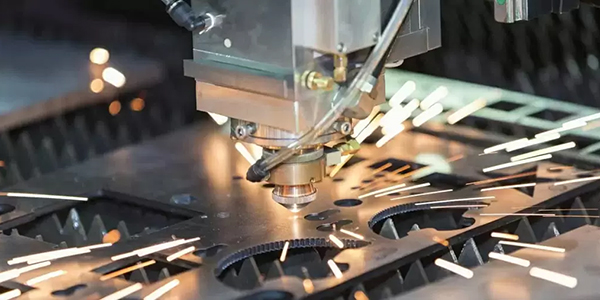
ຄວາມໄວສູງຕັດ Laser
ພວກເຮົາມີຄວາມຊ່ຽວຊານໃນການຕັດ laser ແລະຂະບວນການໃສ່ທົນທານຕໍ່, ເກາະແລະຄວາມເຂັ້ມແຂງສູງຕ່ໍາໂລຫະປະສົມວັດສະດຸ. ຊັ້ນຮຽນເຊັ່ນ Hardox (ເຄື່ອງວັດແທກສ່ວນໃຫຍ່ເກັບຮັກສາໄວ້ກ່ອນຫຼັກຊັບ), Weldox, Arazo, Armox, ແລະ Invar & Abro ທັງຫມົດສາມາດຖືກປຸງແຕ່ງເຖິງ 25 ມມ.
ພວກເຮົາປະກອບເອກະສານເຫຼົ່ານີ້ຈໍາກັດເພື່ອອໍານວຍຄວາມສະດວກໃນການຫັນເປັນໄວ. ພວກເຮົາປະຕິບັດລະດັບຂອງອຸປະກອນ Domex & Hardox ex stock ແລະປຸງແຕ່ງອຸປະກອນເຫຼົ່ານີ້ເປັນປົກກະຕິ.
ກະລຸນາໂທຫາສໍາລັບລາຍລະອຽດເພີ່ມເຕີມແລະຫຼັກຊັບໃນປະຈຸບັນ.
ການຕັດນ້ຳ
ລະບົບຕັດ Waterjet ຂອງພວກເຮົາໃຊ້ນ້ໍາຢູ່ທີ່ 50,000 psi ແລະ garnet ຂັດເພື່ອຕັດວັດສະດຸເກືອບທັງຫມົດ, ລວມທັງ titanium! ປັ໊ມ intensifier ໃຫ້ກໍາລັງ 150 ແຮງມ້າ, ຊ່ວຍໃຫ້ການປະຕິບັດທີ່ດີກວ່າໃນວັດສະດຸທີ່ຫນາກວ່າ. ບາງຂໍ້ໄດ້ປຽບຂອງ waterjet ປະກອບມີ: ຄວາມສາມາດໃນການຕັດຮູບຮ່າງທີ່ເຫນືອກວ່າ. ການຕັດວັດສະດຸວິທີການອື່ນໆບໍ່ສາມາດ, ເຊັ່ນ: ຢາງໂຟມ, ກະເບື້ອງເຊລາມິກ, marble, ແລະແກ້ວ. ຈັດການອຸປະກອນທີ່ຫຼາກຫຼາຍດ້ວຍຄວາມສະດວກສະບາຍ. ± 0.005" ຄວາມຖືກຕ້ອງການຕັ້ງຕໍາແຫນ່ງ, ການລົບລ້າງຮູເຂົ້າ predrilling, ໃຊ້ແຮງງານຫນ້ອຍກ່ວາວິທີການອື່ນໆ, ສາມາດຕັດອຸປະກອນທີ່ຫນາທີ່ສຸດ (ພວກເຮົາໄດ້ຕັດ 8 "ທອງແດງຫນາ!).

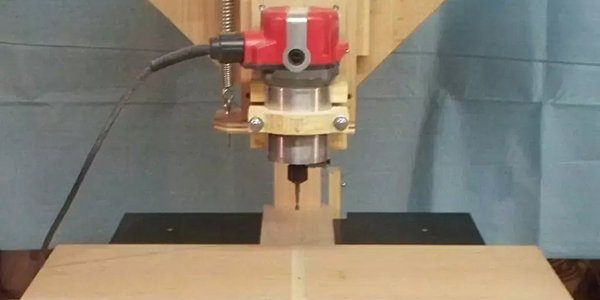
Router ຕັ້ງ
ຕັດສະຫະພັນໄດ້ເຖິງ 3,150 ນິ້ວຕໍ່ນາທີ.
•ວິທີທີ່ໄວທີ່ສຸດທີ່ຈະປະມວນຜົນອາລູມິນຽມ, SS, CS ແລະໂລຫະປະສົມເຫຼັກກ້າ.
ຕາຕະລາງ 72 "x 144" ກັບ 84" x 140" ຊອງຈົດຫມາຍເຮັດວຽກແລະ 15" ຂອງການເດີນທາງແກນ z.
• ສາມາດເຄື່ອງຈັກ ແລະ ຊິ້ນສ່ວນໜາໄດ້ເຖິງ 6' x 12'.
ລະບົບລະບາຍນ້ໍາຖ້ວມສໍາລັບວັດສະດຸເຄື່ອງແຂງ
•ອະນຸຍາດໃຫ້ມີຄວາມໄວສູງແລະອັດຕາອາຫານ, ເພີ່ມອາຍຸຂອງເຄື່ອງມື, ຫຼຸດລົງຄ່າໃຊ້ຈ່າຍສ່ວນຫນຶ່ງ.
•ສາມາດເຄື່ອງຈັກສະແຕນເລດແລະ titanium.
ແຮງດັນ 20 ແຮງມ້າ, HSK 63A ຂອງແຫຼວລະບາຍຄວາມຮ້ອນດ້ວຍເຄື່ອງເຮັດຄວາມເຢັນຜ່ານເຄື່ອງມື ແລະຕົວປ່ຽນເຄື່ອງມືແບບເຄື່ອນໄຫວແບບປະສົມປະສານ.
• ລະບົບການຖືເຄື່ອງມືແບບພິເສດ.
• ການເຮັດຄວາມເຢັນໂດຍຜ່ານເຄື່ອງມືຫມາຍເຖິງການດໍາເນີນການເຈາະເລິກໄວຂຶ້ນ.
• 12 ສະຖານີເຄື່ອງມືອະນຸຍາດໃຫ້ເກືອບທຸກວຽກທີ່ຈະ machined ໂດຍບໍ່ມີການ retooling.
ສູບສູນຍາກາດທີ່ມີກະແສສູງ 40 ແຮງມ້າ.
• ການດູດຊືມທີ່ເພີ່ມຂຶ້ນຢ່າງຫຼວງຫຼາຍຈະຊ່ວຍຈັບແຜ່ນໜາ ຫຼືຫຼາຍສ່ວນນ້ອຍໆໄວ້ຢູ່ບ່ອນ.
± 0.0004 "(0.01mm) unidirectional repeatability ແລະ ± .0025" ວົງ.
•ຊິ້ນສ່ວນສໍາເລັດຮູບທີ່ຖືກຕ້ອງສູງ.
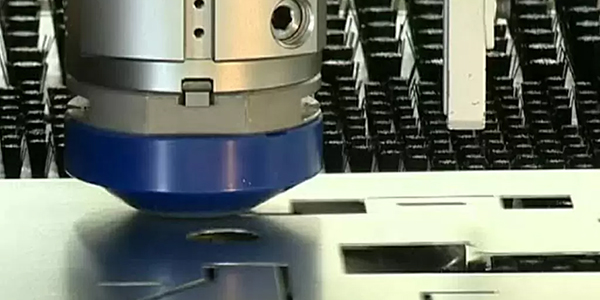
ການຕັດ Plasma ຄວາມລະອຽດສູງ
ການຕັດ plasma ໄດ້ຖືກເຫັນວ່າເປັນທາງເລືອກທີ່ມີຄ່າໃຊ້ຈ່າຍຕ່ໍາຕໍ່ກັບ oxy-fuel ແລະ laser profiling ບ່ອນທີ່ມຸມຕັດບໍ່ແມ່ນບັນຫາ. ການພັດທະນາທີ່ຜ່ານມາໃນຂະບວນການ plasma ຄວາມແມ່ນຍໍາສູງ / ຄວາມລະອຽດສູງໄດ້ປັບປຸງຄຸນນະພາບແລະຄວາມສາມາດໃນການຕັດ plasma ຢ່າງຫຼວງຫຼາຍ, ເຮັດໃຫ້ມັນເປັນທາງເລືອກທີ່ຫລາກຫລາຍແລະຖືກຕ້ອງກວ່າແຕ່ກ່ອນ.

ຄໍາຮ້ອງສະຫມັກທີ່ເຫມາະສົມ
ການຕັດ plasma ແມ່ນເຫມາະສົມສໍາລັບວັດສະດຸຕ່າງໆ, ໂດຍສະເພາະເຫຼັກອ່ອນແລະເຫຼັກສະແຕນເລດທີ່ຜະລິດສໍາເລັດຮູບຂອບທີ່ດີເລີດ.
ການເພີ່ມປະສິດທິພາບຂອງລະບົບການຄວບຄຸມໃນປັດຈຸບັນຫມາຍຄວາມວ່າການປະຕິບັດການຕັດທີ່ດີທີ່ສຸດສໍາລັບອຸປະກອນແລະຄວາມຫນາຈາກ 1mm ຫາ 50mm ໃນເຫຼັກອ່ອນ (ຂຶ້ນກັບພະລັງງານຂອງຫນ່ວຍ plasma) ສາມາດບັນລຸໄດ້.
ພາລາມິເຕີທີ່ກ່ຽວຂ້ອງກັບການຕັດອຸປະກອນທີ່ມີຄວາມກວ້າງແລະຄວາມຫນາເຊັ່ນຄວາມໄວຕັດ, ປະເພດອາຍແກັສແລະຄວາມກົດດັນຂອງອາຍແກັສໃນປັດຈຸບັນສາມາດຄວບຄຸມອັດຕະໂນມັດໂດຍອຸປະກອນ, ຮັບປະກັນຄຸນນະພາບການຕັດສູງຢ່າງຕໍ່ເນື່ອງ. ຜູ້ໃຊ້ໃນປັດຈຸບັນມີທາງເລືອກທີ່ມີປະສິດທິພາບດ້ານຄ່າໃຊ້ຈ່າຍຢ່າງແທ້ຈິງຕໍ່ກັບຂະບວນການຕັດອື່ນໆ.
CNC Punches
CNC Punching ແຜ່ນໂລຫະເຮັດວຽກກັບເຄື່ອງມື CNC Punch ແລະ CNC Punch Presses. ຄອມພິວເຕີຄວບຄຸມຕົວເລກ (CNC) punching ແມ່ນຂະບວນການຜະລິດທີ່ດໍາເນີນການໂດຍການກົດດັນ CNC. ເຄື່ອງຈັກເຫຼົ່ານີ້ສາມາດເປັນແບບຫົວດຽວ ແລະ ການອອກແບບລາງລົດໄຟ (Trumpf) ຫຼືການອອກແບບ turret ຫຼາຍເຄື່ອງມື. ໂດຍພື້ນຖານແລ້ວເຄື່ອງແມ່ນຕັ້ງໂປຣແກຣມໃຫ້ຍ້າຍແຜ່ນໂລຫະໄປໃນທິດທາງ x ແລະ y ເພື່ອວາງຕຳແໜ່ງແຜ່ນໄດ້ຢ່າງຖືກຕ້ອງພາຍໃຕ້ຝາເຈາະຂອງເຄື່ອງພ້ອມຈະເຈາະຮູ.
ໄລຍະການປະມວນຜົນສໍາລັບການກົດ punched CNC ສ່ວນໃຫຍ່ແມ່ນ 0.5mm ກັບ 6.0mm ຫນາໃນຂອບເຂດຂອງວັດສະດຸລວມທັງເຫຼັກ, zintec, galv, ສະແຕນເລດແລະອາລູມິນຽມ. ທາງເລືອກຂອງຮູ punched ສາມາດງ່າຍດາຍເຊັ່ນ: ວົງຫຼືສີ່ຫລ່ຽມໂດຍຜ່ານຮູບແບບພິເສດເພື່ອໃຫ້ເຫມາະສົມກັບການອອກແບບຕັດອອກສະເພາະ. ໂດຍການນໍາໃຊ້ການປະສົມປະສານຂອງ hits ດຽວແລະເລຂາຄະນິດທີ່ທັບຊ້ອນກັນ, ຮູບຮ່າງຂອງອົງປະກອບໂລຫະແຜ່ນທີ່ຊັບຊ້ອນສາມາດຜະລິດໄດ້. ເຄື່ອງຈັກອາດຈະເຈາະຮູບແບບ 3D ເຊັ່ນ: dimples, taptite® screw thread plunges, ແລະ knockouts ໄຟຟ້າແລະອື່ນໆທັງສອງດ້ານຂອງແຜ່ນ, ເຊິ່ງມັກຈະຖືກນໍາໃຊ້ໃນການອອກແບບ enclosure ໂລຫະແຜ່ນ. ບາງເຄື່ອງຈັກທີ່ທັນສະໄຫມອາດຈະມີຄວາມສາມາດປາດກະທູ້, ພັບແຖບຂະຫນາດນ້ອຍ, punch sheared edges ໂດຍບໍ່ມີເຄື່ອງຫມາຍພະຍານເຄື່ອງມືໃດໆເຮັດໃຫ້ເຄື່ອງມີຜົນຜະລິດຫຼາຍພາຍໃນໄລຍະເວລາວົງຈອນອົງປະກອບ. ຄໍາແນະນໍາທີ່ຈະຂັບລົດເຄື່ອງຈັກເພື່ອສ້າງເລຂາຄະນິດອົງປະກອບທີ່ຕ້ອງການແມ່ນເອີ້ນວ່າໂຄງການ CNC.